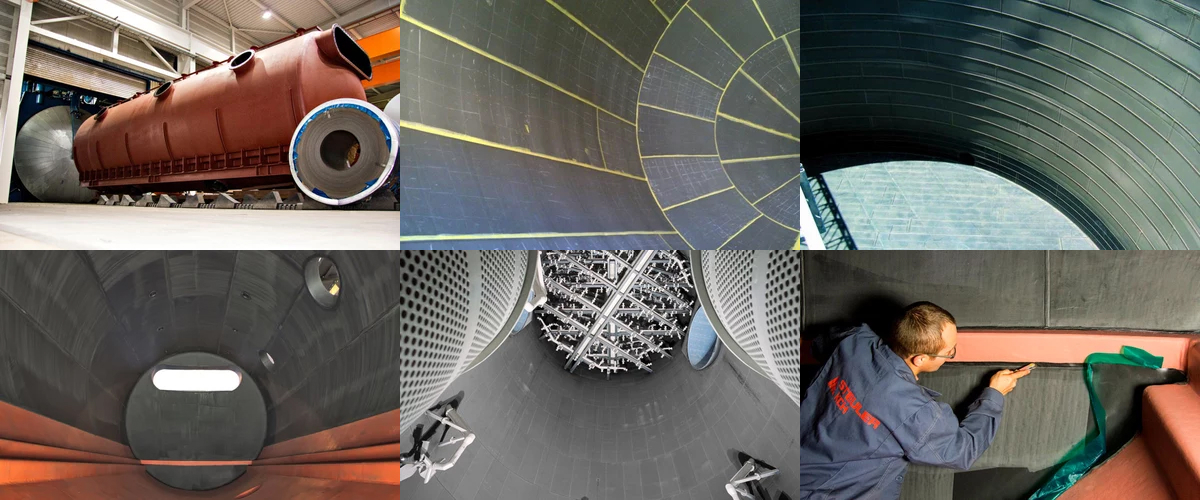
Гуммировка оборудования — это обкладка внутренних поверхностей резервуаров, трубопроводов и аппаратов слоем химстойкой резины, которая берёт на себя удар кислот, щёлочей и абразива вместо металла. На сернокислотных, обогатительных и хлорных производствах это часто единственный способ продлить ресурс ёмкости с 1–2 лет до 10–15. Разберём, когда обкладка резиной оправдана, чем мягкая резина отличается от эбонита и какие ошибки при заказе обходятся дороже самого покрытия.
Автор: инженерный отдел Meta Group (ТОО «META Intelligence Group») — поставки и внедрение антикоррозийных систем Steuler в Казахстане.
Опубликовано: 7 июня 2026. Обновлено: 7 июня 2026.
Что такое гуммировка и от чего она защищает
Резина выдерживает то, что разрушает сталь и большинство красок: серную кислоту до 80%, соляную кислоту любой концентрации, щёлочи, хлоридные растворы и пульпы с твёрдыми частицами. Слой толщиной 3–6 мм наносят горячей или холодной вулканизацией прямо на подготовленный металл или бетон. Принцип простой — агрессивная среда контактирует с эластичным барьером, а не с конструкцией.
Гуммировка решает три задачи сразу: химическая стойкость, защита от абразивного износа и электроизоляция. Последнее критично для ванн электролиза и аппаратов с блуждающими токами. Если на объекте абразив и кислота действуют одновременно, имеет смысл сначала развести эти два механизма разрушения — мы подробно разбирали это в материале про абразивный износ и химическую коррозию.
Мягкая или твёрдая резина: в чём разница
Тип резины подбирают под среду и температуру, а не «по умолчанию». Ошибка здесь — главная причина отслоения покрытия в первый год.
Мягкая обкладка
Эластичная резина с твёрдостью 40–70 по Шору А. Держит удар и абразив, прощает деформации корпуса и температурные подвижки. Рабочий диапазон — обычно до +80…+90 °C. Steuler применяет мягкую обкладку для отработанных и смешанных кислот, хлорных отбеливающих щелоков и труб с высокой абразивной нагрузкой.
Твёрдая резина (эбонит)
Жёсткое покрытие твёрдостью 80–95 по Шору D. Хуже терпит механический удар, но устойчивее к диффузии и держит более высокие температуры — токопроводящие твёрдые обкладки Steuler работают с органическими загрязнениями даже выше +100 °C. Подходит для статичных аппаратов без вибрации и резких теплосмен.
Комбинированные системы
Часто кладут двух- или трёхслойный пакет: твёрдый подслой для адгезии и барьера, мягкий верхний слой против удара. Такой пирог даёт ресурс выше, чем любой однослойный вариант.
| Параметр | Мягкая резина | Твёрдая резина (эбонит) |
|---|---|---|
| Твёрдость | 40–70 Шор А | 80–95 Шор D |
| Макс. температура | +80…+90 °C | +100 °C и выше |
| Стойкость к удару/абразиву | высокая | средняя |
| Стойкость к диффузии | средняя | высокая |
| Толщина слоя | 3–6 мм | 2–5 мм |
Где применяют обкладку резиной
Гуммировка закрывает оборудование там, где среда агрессивнее, чем выдержит лакокрасочное покрытие. Типовые объекты в Казахстане:
- ГМК (Караганда, Усть-Каменогорск, Жезказган): флотомашины, зумпфы, пульпопроводы, баки выщелачивания, ёмкости с кислыми растворами меди и цинка.
- Нефтехимия (Атырау, Актау): скрубберы, абсорберы, ёмкости хранения кислот и реагентов.
- Энергетика (Экибастуз, Павлодар): баки химводоподготовки, аппараты дымоочистки, системы ГЗУ.
- Сернокислотное производство: баки, мерники, трубопроводы с серной кислотой средней концентрации.
Если среда выше +110 °C или это концентрированная серная кислота, резина уже не работает — туда идут кислотоупорная футеровка или термопласты. Логику выбора материала под конкретную среду мы разбирали в обзоре видов промышленной коррозии и методов защиты.
Гуммировка в цехе или на месте монтажа
Резину вулканизируют двумя способами. В цехе — в автоклаве при +140…+150 °C: качество стабильнее, контроль лучше, но габарит ограничен размерами камеры и транспорта. На месте (on-site) — холодной самовулканизацией или паром: единственный вариант для крупных ёмкостей, которые нельзя везти или демонтировать. Steuler ведёт обкладку обоими методами.
По нашему опыту, заказчики недооценивают подготовку поверхности. Адгезия резины зависит от степени очистки металла: нужна абразивоструйная обработка до Sa 2½ по ISO 8501-1 и шероховатость в заданном коридоре. Без этого даже дорогая обкладка отслоится за сезон.
Частые ошибки при заказе гуммировки
- Берут мягкую резину под высокую температуру — слой «плывёт» и теряет адгезию.
- Экономят на подготовке металла — отслоение в первый год вместо 10–15 лет ресурса.
- Не учитывают переменную среду: чередование кислоты и щёлочи требует отдельной марки.
- Заказывают обкладку без проверки сварных швов — резина повторит все дефекты основания.
- Игнорируют ревизию: даже исправная гуммировка требует осмотра раз в 1–2 года.
Подобрать марку и толщину под конкретную среду помогает услуга гуммировки оборудования — с расчётом ресурса и шефмонтажом.
Часто задаваемые вопросы
Сколько служит гуммировка оборудования?
При правильном подборе марки и качественной подготовке поверхности — 10–15 лет в кислых и щелочных средах. Срок резко падает, если нарушена очистка металла (нужна Sa 2½ по ISO 8501-1) или резина подобрана без учёта температуры.
Какую температуру выдерживает обкладка резиной?
Мягкая резина — до +80…+90 °C, твёрдая (эбонит) — +100 °C и выше. При более высоких температурах применяют кислотоупорную керамическую футеровку или термопласты, а не резину.
Чем гуммировка отличается от футеровки?
Гуммировка — эластичный резиновый слой 2–6 мм, хорош против удара, абразива и средних кислот. Футеровка — жёсткое керамическое или кирпичное покрытие для высоких температур и концентрированных сред. Выбор зависит от температуры и агрессивности среды.
Можно ли загуммировать ёмкость без вывоза в цех?
Да. Для крупногабаритных аппаратов применяют обкладку на месте (on-site) холодной самовулканизацией или паром. Это стандартное решение, когда демонтаж и транспортировка невозможны.
Какая серная кислота допустима для резины?
Резина уверенно держит серную кислоту примерно до 70–80% концентрации при умеренной температуре. Для концентрированной H₂SO₄ нужна керамическая кислотоупорная футеровка или специальные термопласты.
Как часто нужна ревизия гуммированного оборудования?
Осмотр и проверку искровым дефектоскопом проводят раз в 1–2 года в зависимости от среды. Локальные дефекты ремонтируют заплатой без полной перекладки покрытия.
Источники
- DIN 28055 / DIN 28056 — гуммирование химических аппаратов и резервуаров.
- ISO 8501-1 — степени подготовки стальной поверхности (Sa 2½) перед нанесением покрытий.
- ГОСТ 9.402-2004 — подготовка металлических поверхностей под лакокрасочные и защитные покрытия.
- Технические даташиты Steuler Linings (rubber linings), актуальны на июнь 2026.
Meta Group (ТОО «META Intelligence Group») — поставка и внедрение антикоррозийных решений Steuler по всему Казахстану и Центральной Азии. Подберём марку резины под вашу среду, рассчитаем ресурс, выполним монтаж и авторский надзор. Телефон +7 701 557 47 44, заявка на rfq@meta-group.kz.